Coating and transportation scheme for steel structure
- 31 Dec 2019
- steel structure
1. Coating process of steel structure
1.1 Surface treatment of steel structure
The main contents of surface treatment mainly include blasting of nodes; blasting and blasting of H-shaped steel members;
| Process | Surface treatment measures |
|---|---|
| Before surface treatment | Deal with the structural defects on the components. These structural defects will lead to the premature failure of the coating in the use of the coating. The steel components must be thoroughly derusted. Not painted |
| Surface treatment | Common methods are manual power tools, pneumatic or electric power tools, and spray surface treatment; |
| After surface treatment | Remove the dust and other residues on the metal surface; the steel components should be free of mechanical damage and deformation that does not exceed the specifications of GB50205, DBJ-216-95; the welds of the weldments should be flat, and no welding knobs and welding spatters are allowed; At the interface, leave 50mm each for sealing with adhesive tape, not painting; |
1.2 Steel structure anticorrosion
In order to ensure the construction quality, all component materials should be blasted and rusted before cutting to meet the design requirements. The blasting and rusting should meet the Sa2.5 level standard "Steel surface corrosion level and rust removal level before painting. (GB8923-88), the roughness reaches 30 ~ 75μm, anti-rust primer is sprayed immediately within 5 hours after sand blasting. The paint type and film thickness requirements are determined according to design documents.
1.3 Steel structure paint coating process
| No. | Painting process | Process measures |
|---|---|---|
| 1 | Painting method | The anti-corrosion construction is planned to adopt airless spraying, and brush coating construction is used in a small area. Attention should be paid during the construction: roller coating is prohibited for the first primer. |
| 2 | Pre-coated | Before each pass through coating, welding, corners and small parts that are not suitable for spray coating must be pre-coated. Pre-coating uses the same type of paint and applies it with a flat or round brush. Protect components with appropriate tools or equipment while pre-coating |
| 3 | Painting order | Construction is carried out in the order required by the design. That is, first apply the primer, then the middle paint, and finally the top paint. Those who require aluminum spray are first sprayed with aluminum, then painted with intermediate paint, and finally painted with top paint. |
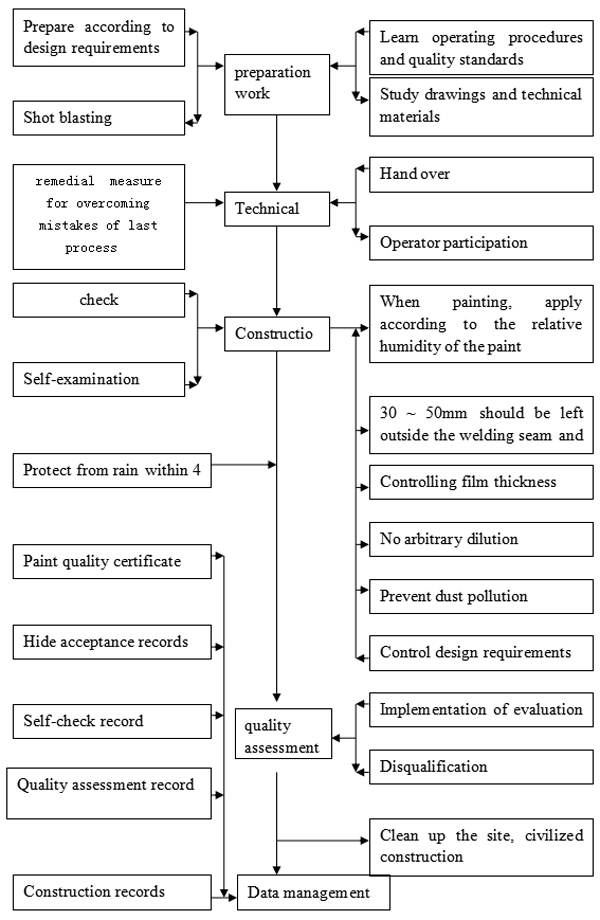
Flow chart of quality control program for painting project:
1.4 Quality assurance measures for anticorrosive coating
| No. | Painting requirements | Painting quality assurance measures |
|---|---|---|
| 1 | Surroundings | Before painting, in addition to cleaning and drying the surface of the substrate or the previous coating, pay attention to the temperature of the substrate above 3 ° C above the dew point temperature. In addition, it can be carried out under the condition of relative humidity below 85%. construction. After the rust removal is qualified, an anti-rust primer should be applied. When the relative humidity is not more than 65%, the primer should be applied within 8 hours after rust removal, and the relative humidity is 65-85%. It should be 4 hours after rust removal Finished with primer. |
| 2 | Intervals times | After the completion of one coat of paint, before the next coat of paint, be sure to confirm that the specified coating interval has been reached, otherwise the paint cannot be applied. If the paint is applied after the maximum painting interval has elapsed, the front paint should be roughened with fine sandpaper, and dust and impurities should be removed before painting. |
| 3 | Coating film thickness detection | When applying each coat of paint, pay attention to the uniform paint film and reach the specified paint film thickness to ensure the quality and life of the coating. |
| 4 | Detection method | Immediately after spraying the paint, use a wet film thickness gauge to press the wet film vertically until it touches the substrate, then take out the thickness gauge to read the value. |
| 5 | Film thickness control principle | Spraying should be uniform and the dry film thickness after completion should reach two 85% |
| 6 | Visual inspection | Uniform coating without blistering, sagging, cracking, dry spraying and dopants |
1.5 Component identification
According to the structure of the product, the labels are mainly the center mark of the component, the 1m elevation line mark, the project name, the component number, and the company name mark.
1.5.1 Marking
1) The centerline mark is shown in the figure a below, and the 1 meter elevation line mark is shown in the figure b.
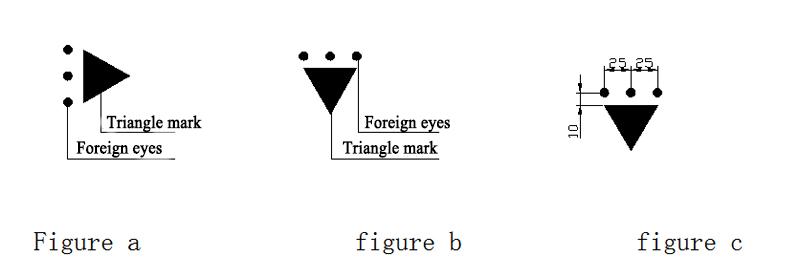
2) The triangle mark is an equilateral triangle with a side length of 50mm, and the interior filling color is white.
3) The relative positional relationship between the triangle mark in the centerline mark and the elevation line mark and the ocean punching eye is shown in Figure c.
4) Except where noted, the font is in Song style, the word spacing is 25mm, and the size is 60x60mm.
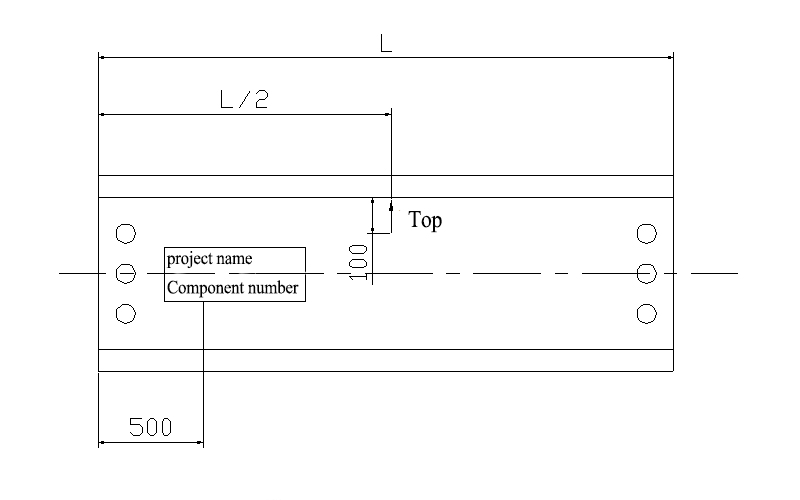
1.5.2 Component identification of steel beams
1) The project name and component number are sprayed on the web plate 500mm from the left end of the H steel beam. If the arch is marked, the top surface should be marked. The specific diagram is as follows:
2) When painting, spray the company's logo in the middle of the steel beam, the font is Song, the letter spacing is 30mm, and the size is 180 × 180mm (height × width). Check indicators are the orientation and font size of the company name logo.
3) The color of all marked text is white, white paint can be used. The inspection indicator is paint color.
4) For the identification of components, 100% inspection must be carried out during the final inspection of the finished product to ensure that all marks (such as sample punches, text marks, etc). have been correctly marked.
2. Steel structure transportation
2.1 Transportation classification
In order to meet the current national transportation requirements, the steel structure members are manufactured in sections of the factory. After the factory is manufactured, the following types of components are mainly used:
| No. | Component transportation classification | |
|---|---|---|
| 1 | First-class components | A single single member (including steel beams, etc.) within the size limit of 2.8 × 3.2 × 17 meters |
|
||
| 2 | Second-class components | Mainly include node connection lugs, on-site positioning support plates that need to be processed by the factory, bolts in the production range, and other materials such as paint provided by the production factory. |

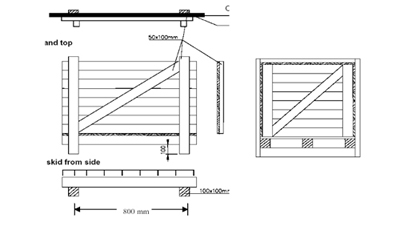
2.2 Component transportation packaging scheme
| No. | Mode of transport | appropriate types | Notes and diagrams |
|---|---|---|---|
| 1 | Box packing | Second-class components |
|
| Suitable for components with small dimensions, light weight, and easy to lose, such as connectors, bolts or standard parts The packaging is packed according to the installation sequence and sub-units; The packing components should be neatly arranged, compact, stable and firm in the box, and must not be moved. If necessary, the components shall be fixed in the box to prevent sliding and collision during transportation and loading and unloading. The fullness of the box shall not be less than 80%. |
|||
| 2 | Bundling | First-class components |
|
| Suitable for steel beams, the weight of each bundle should not be greater than 15 tons |

2.3 Protection of finished products during transportation
During the production process of the project, detailed protection measures for finished products and semi-finished products need to be formulated during production and transportation to prevent deformation and surface paint damage. Therefore, the following finished product protection measures are formulated.
| No. | Finished product protection measures |
|---|---|
| 1 | The finished product must be stacked in the designated position in the workshop |
| 2 | When the finished product is placed, a certain amount of dunnage is placed under the component to prevent the component from directly contacting the ground. And take certain measures to prevent sliding and rolling, such as placing stop sliders, etc. When components and components need to be placed on top of each other, place wooden blocks or rubber pads between components to prevent collisions between components. |
| 3 | After the components are placed, warning signs are placed around them to prevent damage to engineering components during other lifting operations in the factory. |
| 4 | In the lifting operation of the finished product, the binding points need to be cushioned to avoid damage to the surface of the finished product and damage to the paint. |
| 5 | Certain cushions, rubber cushions or other cushions must be placed between the components to prevent damage to the components due to collision during transportation. |
| 6 | Place cushions like rubber mats between |
| 7 | In order to avoid coating damage during the entire transportation process, the material is protected by a soft material pad at the banding or fixing place |
| 8 | Spare parts are stacked in the same type, and they are bound and fixed with steel frames, skids, and wire ropes. Rods and wire ropes for lashing |
2.4 On-site inspection of components
In principle, component transportation meets the needs of installation, and component transportation plans are based on project construction schedules, and are adjusted according to actual conditions.
In order to ensure the construction period and installation sequence of this project, so that the quantity and quality of products meet the requirements of the installation site, this delivery and acceptance measures are specially formulated.
| No. | Delivery and acceptance measures |
|---|---|
| 1 | After the steel structure products arrive at the installation site, the products are delivered and accepted according to the shipping list and relevant quality standards; |
| 2 | Send professional to be responsible for delivery and acceptance at the installation site; |
| 3 | The delivery work is carried out by our company and the professional staff of the orderer; |
| 4 | Packages (box packaging, bale packaging, frame packaging) are unpacked and counted by both parties; |
| 5 | Delivery basis: According to the "Product Delivery List" and drawings issued; |
| 6 | The name, mark, quantity, specifications, etc. of the delivered product are consistent with the shipping list and confirmed by both parties, and then go through the transfer procedure. |