Steel structure members torsion-shear type high-strength bolt connection technology
- 19 Aug 2019
- steel structure
1. Construction preparation
1.1 Materials and main equipment and tools:
1.1.1 Bolts, nuts and washers shall be accompanied by a quality certificate and shall comply with the steel structure design requirements and national standards regulations.
1.1.2 The high-strength bolts should be stored in accordance with the specifications and protected from rain and moisture. When bolts and nuts are not matched, the screws should not be used. If the bolts, nuts, and washers are rusted, the axial force should be checked by sample. It can be used only after meeting the requirements.Bolts and the like shall not be contaminated by dirt or oil, and they shall be kept clean and dry. It must be used in the same batch according to the batch number, and should not be mixed store and use.
1.1.3 Main equipment and tools: electric torque wrench and control instrument, manual torque wrench, manual wrench, wire brush, tool bag, etc.
1.2 Operating conditions:
1.2.1 Treatment of friction surface: The friction surface is treated by sand blasting, grinding wheel grinding, etc. The friction surface wiping coefficient should meet the design requirements (general requirements are 0.45 or more for Q235 steel and 0.55 or more for 16 manganese steel). The friction surface is not allowed to have residual iron oxide scale. The treated friction surface can form a red rust surface and then install bolts (usually stored for about 10 days in the open air). The friction surface treated with sandblasting can be installed without rusting. When grinding with a grinding wheel, the friction surface after grinding should be free from obvious unevenness. The friction surface is protected from oil or paint, and it should be cleaned if it was contamination.
1.2.2 Check the hole size of the bolt , and the burr on the side of the hole must be removed.
1.2.3 Bolts, nuts and washers of the same batch number and specification shall be matched in one set box for use.
1.2.4 Electric wrench and manual wrench should be calibrated.
2. Operating process
2.1technological process:
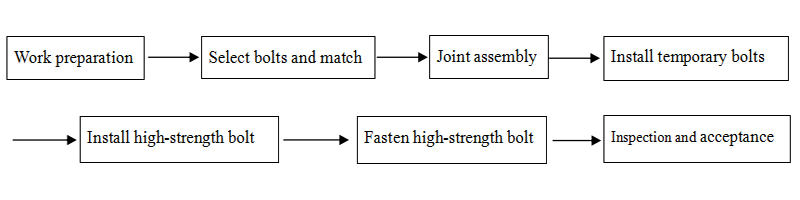
2.2 Bolt length selection: The length of the torsion shear type high strength bolt is the length from the root of the bolt head to the incision of the bolt plum head. The length of the bolt should be the thickness of the fastening plate plus the thickness of a nut and a washer, and the length of the two threads should be exposed after tightening. Generally, It is the thickness of the connecting plate add the length pf wall panel as 5-2sheet, and then take an integral multiple of 5mm.
3. Joint assembly
3.1 The steel plate or section steel at the joint of the steel structure roof truss shall be flat, and there shall be no burrs on the edge of the plate and the hole; the warpage and deformation at the joint shall be corrected, and the friction surface shall be prevented from being operated to ensure that the friction surface is in close contact.
3.2 Check the friction before assembly; whether the friction coefficient of the test piece meets the design requirements. The floating rust is removed with a wire brush, and the oil and paint should be removed.
3.3 The stacking surface of the stack should be flat. When there is a gap in contact, it should be treated as specified.
| Bolt nominal diameter | Add Length(mm) |
|---|---|
| M16 | 25 |
| M20 | 30 |
| M22 | 35 |
| M24 | 40 |
| Gap size | Processing method |
|---|---|
| Below 1mm | No treatment |
| Below 3mm | Grinding the upper side into a 1:10 bevel. The grinding side should be perpendicular to the force side. |
| Above 3mm | Add the pad, the treatment method of the two sides of the pad are as the components |
3.4 Install the temporary bolts: the joints are fixed by temporary bolts. The number of bolts is more than 1/3 of the total number of joint bolts; and there is not less than two in each joint. The number of punches should not exceed 30% of the temporary bolts. When assembling, first align the hole with the punch, insert the temporary bolt in the appropriate position, and tighten with a wrench. It is not allowed to use high-strength bolts as temporary bolts to prevent thread damage.
3.5 Install high-strength bolt:
3.5.1 High-strength bolts should be freely threaded into the holes during installation and must not be forcibly tapped. The washer of the torsion shear type high strength bolt is placed on the side of the nut. The chamfered side of the washer hole shall be closed to the nut and shall not be reversed. (The washer with large hexagonal head and high-strength bolt shall be installed on the side of the bolt head and the side of the nut. The chamfered side of the washer hole shall be closed to the full head of the screw. , can not be reversed.)
3.5.2 When the bolt cannot be penetrated freely, the air hole must not be reamed. The reamer should be used to ream the hole. When repairing the hole, the plate layer should be tightly attached to prevent the iron filings from entering the slot. After the hole is reamed, the grinder should be used to clear the hole edge burrs and remove iron filings.
3.5.3 The direction of bolt penetration should be the same. After tightening with high-strength bolts with a wrench, remove the temporary bolts and replace them with high-strength bolts. Do not install high-strength bolts on rainy days, and the friction surface should be dry.
3.6 Fastening of high-strength bolts: It must be carried out twice, the first time is the initial tightening. The initial torque is 60%~80% of the standard axial force of the bolt (ie, the design Dunla force), and the short value of the initial tightening shall not be less than 30% of the final tightening torque value. The second tightening is the final tightening. When the final tightening, the torsion-cut of high-strength bolt should be screwed off. In order to make all bolts in the bolt group evenly stressed, the initial and final screwing should be carried out in a certain order.
3.6.1 General joint: It should be tightened from the middle of the bolt to the outside.
3.6.2 From the joint where rigidity is large to the unconstrained free end.
3.6.3 The method of diffusing from the center of the bolt group to the surroundings.
The initial wrench should be able to control the torque. The bolts that have been screwed out should be marked for confirmation to prevent the leakage. The high-strength bolts installed on the same day should be finally screwed out within that day.
A special electric wrench should be used for the final screwing. If there is difficulty in the operation of the person, the manual torque wrench can also be used. The final torque must be designed according to the design requirements. When the electric wrench is used, the end of the bolt is broken indicated that final screwing is completed. Check that the exposed thread is not less than 2 buckles. The broken chuck should be placed in the tool bag to prevent a safety accident from falling from a high altitude.
3.7 Inspection and Acceptance
3.7.1 Twist-cut high-strength bolts should be completely screwed off the end of the plum blossoms to finish the final screw, not allowed to miss.
3.7.2 When individual can not be operated with a special wrench, the torsion-shear type high-strength bolt should be constructed by the torque method of the large hexagonal high-strength bolt. The final screwing will finish the construction at the end. After finishing the final screwing, check the leaking and under-tightening. The hammers with a weight of 0.3~0.5kg should be used to knock and check one by one. If there is under-spinning or the missing screw,it should be tightened; while the over-tightening should be replaced. The nut should be retracted by 30~50 during inspection and then screw it to the original position and measure the final tightening torque value. The deviation should not exceed 10%, and the qualified final screwing should be marked.
3.7.3 Make high-strength bolt inspection records, and sort them into technical files.
4.Quality Standard
4.1 Guaranteed items:
4.1.1 The type, specification and technical conditions of high-strength bolts must meet the design requirements and relevant standards, and inspect the quality certificate and the factory inspection report. The pre-test bolt pre-tension is in compliance with the regulations.
4.1.2 The friction coefficient (anti-potential coefficient) of the joint surface must meet the design requirements. Iron oxide scales, burrs, spatters, welds, paints and dirt are strictly prohibited on the surface.Check the test report of the friction coefficient test piece and the retest report of the on-site test piece.
4.1.3 The initial torque wrench should be calibrated regularly. The initial and final screw of high-strength bolts must meet the construction specifications and design requirements. Check the calibration record and construction record.
4.2 Basic items:
4.2.1 Appearance inspection: The direction of bolt penetration should be the same, and the exposed length of the thread buckle should be no less than 2 buckles.
4.2.2 Twist-cut high-strength bolt tails should be completely screwed off after final tightening.
4.2.3 The friction surface clearance meets the requirements of construction specifications.
5. Finished product protection
5.1 Steel structure anti-corrosion section (such as pickling workshop) should be sealed in the plate joint, screw head, nut, pad washer with anti-corrosion putty (such as perchloroethylene putty), the surface layer anti-corrosion treatment is the same as the steel structure in this area.
5.2 Steel structure anti-rust section should be coated and sealed with quick-drying red dan paint around the plate joint, screw head, nut and gasket. The anti-rust treatment of the surface layer is the same as that of the steel structure in this area.
6. Quality issues that should be noted
6.1 The assembly surface does not meet the requirements: the floating rust and oil stains on the surface and the burrs and welding tumors on the bolt holes should be cleaned.
6.2 The connection plate is not assembled: the connecting plate is deformed and the gap is large. It can be used only after correction.
6.3 Damage to the bolt thread: The bolt should be free to penetrate the screw, and it is not allowed to force and hit into.
6.4 Inaccurate torque: The torque value of the wrench should be calibrated regularly, the deviation is not more than 5%, and the operation is strictly in the tightening order.
7. Quality record
This process standard shall have the following quality records:
7.1 Factory quality certificate and factory inspection report of continuous pair of high-strength bolts, nuts and washers.
7.2 High-strength bolt pre-tension re-inspection report.
7.3 Friction surface anti-slip coefficient (friction coefficient) test and re-inspection report.
7.4 Torque wrench calibration record.
7.5 Design changes, negotiation records.
7.6 Construction inspection record.