Steel structure roof truss installation process
- 24 Aug 2019
- steel structure
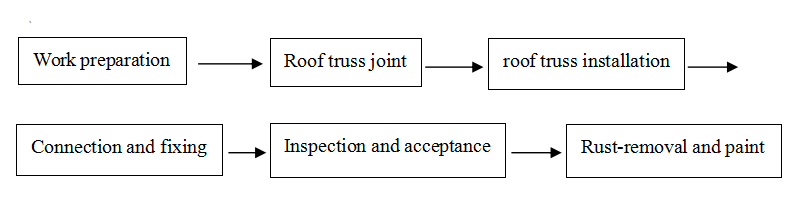
1. Construction preparation
1.1 Materials, semi-finished products and main equipment and tools;
1.1.1 Steel components: The steel component model and production quality shall comply with the design requirements and construction specifications, and shall have a factory certificate and shall be accompanied by technical documents.
1.1.2 Connecting materials; Connection materials such as welding rods and bolts shall have quality certificates and meet the design requirements and relevant national standards.
1.1.3 Coatings: The technical performance of anti-rust coatings should meet the design requirements and relevant standards, and there should be a product quality certificate.
1.1.4 Other materials: horns of various specifications.
1.1.5 Main equipment and tools: hoisting machinery, lifting rigging, electric welding machine, welding tongs, welding wire, shovel, horn, wrench, crowbar, torque wrench, hand-held electric grinding wheel, electric drill, etc.
2. Working conditions:
2.1 Check the number of entry steel components according to the component list, check the factory certificate and relevant technical data.
2.2 Check whether the components are damaged or deformation during loading, unloading, transportation and stacking. Damaged and deformed components should be corrected or reproduced. The rust-proof paint that has been damaged should be re-coated, and the inspection procedure should be checked again.
2.3 Check the shape and geometry, make holes, assemble, welding, and friction surface of the components, and make a record.
2.4 Steel structural members shall be supplied in complete sets according to the installation sequence. The on-site stacking site can meet the requirements of on-site assembly and sequential installation. The truss is divided into pieces, and the worktable should be prepared at the scene for on-site installation.
2.5 The components are stacked in sort. The members with higher rigidity can be stacked horizontally. The multi-layer stack should be placed on a vertical line. The roof truss should be placed vertically, close to the column, and tied tightly.
2.6 Partial steel structure installation and construction organization design, after approval, and tell to the team.
2.7 Check the installation support and the embedded parts, and obtain the acceptance data confirmed by the general contractor.
3.Operating process
3.1 manufacturing process:
3.2 Installation Preparation:
3.2.1 Re-inspect the axis control points used for installation and positioning and the level used to measure the elevation.
3.2.2 Release the elevation control line and the lifting line of the roof frame axis.
3.2.3 Re-inspection of the embedded parts of the roof support and support system, its axis, elevation, level, pre-embedded bolt position and exposed length, etc., when the allowable deviation is exceeded, technical treatment should be done.
3.2.4 Check the hoisting machinery and spreader, and build high scaffolding or operating platform according to the requirements of construction organization design.
3.2.5 The web member of the roof truss is designed as a tie rod, but when it is changed to the pressure rod due to the position of the lifting point, in order to prevent the deformation and instability of the member, reinforcement measures should be taken when necessary, Us the steel pipes, square timber or other temporary measures to reinforce in the lower chord direction, which is parallel to the roof truss.
3.2.6 The steel rule for measurement shall be proofread with the steel ruler for the manufacture of steel structure, and the verification certificate of the measurement unit shall be obtained.
3.3 roof truss joint:
When the truss is transported to the site for assembly, the assembly platform should be flat. The total length of the truss and the size of the arching should be guaranteed when assembling. After one side of the welding is qualified, then turn over the other side to continue welding and make a construction record.After it was accepted, the hoisting can be carried on. The roof and skylight frame can also be assembled on the ground and then hoisting, but temporary reinforcement is required to ensure sufficient rigidity during lifting.
3.4 Roof truss installation:
3.4.1 The lifting point must be located at the three junctions intersection of the roof truss. When the truss is hoisted to 50cm away from the ground, it should be suspended, only after the inspection is correct, the hoisting can continue.
3.4.2 When installing the first roof truss, preliminary correction before releasing the hook; align the center line of the truss support or positioning axis, adjust the verticality of the truss, and check the lateral bending of the truss to temporarily fix the truss.
3.4.3 After lifting the second truss in the same way, do not loosen the hook, use the pole or square wood to temporarily fix it with the first truss, Then install the installation support system and part of purlin, and finally correcting and fixing, Finally make the first truss and the second truss form a whole space-like and stable unit.
3.4.4 Starting from the third truss, the truss can be fixed at the ridge point and the midpoint of the upper chord with tiras de madeira , and meanwhile correcting the truss.

3.5 component connection and fixation;
3.5.1 The components are welded or bolted, and the joints should be inspected. The qualified one can be welded or fastened.
3.5.2 The mounting bolt holes are not allowed to be reamed with gas. The permanent bolts shall not be padded with more than two washers. The length of the exposed bolts shall not be less than 2~3 buckles.
3.5.3 When the positioning weld is not required to bear the load, the thickness of the weld is not less than 2/3 of the thickness of the designed weld, and is not more than 8 mm. The length of the weld is not less than 25 mm, and the position should be within the weld bead.All the installation weld should be inspected, and the main welds should be inspected for ultrasonic quality by ultrasonic inspection. All of the above inspection need to be recorded.
3.5.4 The welding and high-strength bolt connection operation process detailed refer in this process standard.
3.5.5 The construction method of the roof truss support and the support system needs to be carefully checked, must meet the design requirements, and spare parts must not be missed.
3.6 Inspection and acceptance:
3.6.1 After the truss is installed, first check the quality of the site connection.
3.6.2 The quality of the roof truss installation is mainly to check the non-perpendicularity of the vertical plane of the two pedestals in the roof truss; the side bending of the roof truss pressure chord to vertical plane, and must ensure that the above deviation does not exceed the allowable deviation to ensure the truss meet the design stress status and overall stability requirements.
3.6.3 The elevation, axis displacement, and mid-span deflection of the truss support are recorded by measurement.
3.7 Rust removal, coating:
3.7.1 There is no welding slag or oil stain in the joint weld, and it can be painted only after the rust is qualified.
3.7.2 The thickness of the coating dry paint film should meet the design requirements or construction specifications.
4. Quality standards
4.1 Guaranteed items:
4.1.1 The quality inspection and assessment of the steel structure installation project shall be carried out after the welding or bolting of the project has passed the quality inspection and assessment.
4.1.2 The components must meet the requirements of the design requirements and construction specifications, and check its factory certificate. Component deformation due to transportation, stacking and hoisting must be corrected.
4.1.3 The position and practice of the support are correct, and the contact surface is flat and firm.
4.2 Basic items:
The components are marked; the centerline and elevation reference points are well defined.
4.3Allowable deviation item:
| No. | Item | Allowable deviation(mm) | Inspection method |
|---|---|---|---|
| 1 | Flatness of roof chords between adjacent nodes | L/1000, and not more than 5 | Inspected by bracing wire and steel ruler |
| 2 | Purlin spacing | ±5 | Inspected by steel ruler |
| 3 | Verticality | H/250, and not more than 15 | Inspected by theodolite or hanging wire and steel ruler |
| 4 | Lateral bending | L/1000, and not more than 10 | Inspected by bracing wire and steel ruler |
Note: h is the height of the roof truss, L is the length of the roof truss, and l is the distance of the roof chords between the adjacent nodes.
5. Finished product protection
5.1 When installing the roof panel, it should place slowly and must not collide with finished steel components such as steel roof trusses and skylight frames.
5.2 Lifting damaged coatings should be applied to ensure that the paint film thickness meets the specified requirements.
6. Quality issues that should be noted
6.1 Bolt hole is incorrect: Do not expand arbitrarily or change into welding.Found the above problems during installation.
6.2 On-site welding quality can not meet the requirements of design and specification: welders must have a certificate of employment, and should be numbered. The welding parts should be inspected and recorded according to the number. All welds should be inspected by appearance. Where the required parts can’t meet the requirements, it should be re-examined after re-welding.
6.3 No using the mounting bolts and install the high-strength bolts directly; the installation bolts must be temporarily fixed by the installation bolts according to the specifications. After the tightening, install the high-strength bolts and replace them.
6.4 The connection structure of the truss support does not meet the design requirements; when the steel truss is installed and the final comprehensive inspection and acceptance is carried out, if the support structure does not meet the design requirements, the acceptance procedure shall not be carried out.
7. Quality record
This process standard shall have the following quality records:
7.1 Steel structure standards should have the following quality records.
7.2 Quality certificate or test and re-inspection report of materials such as steel, connecting materials and coatings used for installation.
7.3 Engineering-related documents formed during the installation process.
7.4 Welding quality inspection records and installation quality assessment data.
7.5 Coating inspection data after installation of steel structure.